油圧ブレーカー
製品の利点
| 製品タイプ番号および関連データ (説明/モデル) | JXHB 68 | JXHB 75 | JXHB 100 | JXHB 140 | JXHB 155 | 15G | 20G | 30G | ||||
 適切な掘削機 適切な掘削機 | トン | 4-7 | 6-9 | 10~15歳 | 18~26歳 | 28~35歳 | 12~18歳 | 18~25歳 | 25~33 | |||
| lb | 8818-15432 | 13228-19841 | 22046-33069 | 39683-57320 | 61729-77161 | 26455-39683 | 39283-55115 | 55115-72752 | ||||
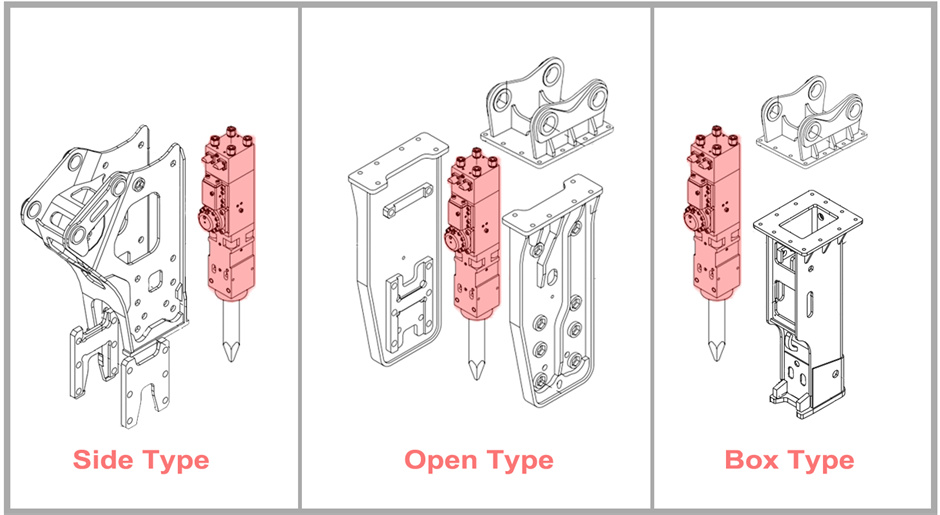
 重さ 重さ | 直立型 (トップタイプ) | kg | 321 | 407 | 979 | 2050 | 3059 | 1479 | 1787 | 2591 | ||
| lb | 706 | 895 | 2154 | 4510 | 6730 | 3254 | 3731 | 5700 | ||||
| 静音型 (ボックスタイプ) | kg | 325 | 413 | 948 | 1978 | 2896 | 1463 | 1766 | 2519 | |||
| lb | 715 | 909 | 2086 | 4352 | 6371 | 3219 | 3885 | 5542 | ||||
| 三角形 (サイドタイプ) | kg | 275 | 418 | 842 | 1950 | 2655 | 1406 | 1698 | 2462 | |||
| lb | 605 | 920 | 1852 | 4290 | 5841 | 3093 | 3736 | 5416 | ||||
| 液圧油流量 (必要なオイル流量) | l/分 | 40~70 | 50~90 | 80~110 | 120~180 | 180~240 | 115~150 | 125~160 | 175-220 | |||
| ガロン/分 | 10.6~18.5 | 13.2~23.8 | 21.1~29.1 | 31.7~47.6 | 47.6-63.4 | 30.4~39.6 | 33.0-42.3 | 46.2-58.1 | ||||
| 設定圧力 設定圧力 | バー | 170 | 180 | 200 | 210 | 210 | 210 | 210 | 210 | |||
| サイ | 2418 | 2560 | 2845 | 2987 | 2987 | 2987 | 2987 | 2987 | ||||
| 液圧油圧 動作圧力) | バー | 110~140 | 120~150 | 150~170 | 160~180 | 180-200 | 160~180 | 160~180 | 160~180 | |||
| サイ | 1565-1991 | 1707-2134 | 2134-2418 | 2276-2560 | 2560-2845 | 2276-2560 | 2276-2560 | 2276-2560 | ||||
| 冲击力 (インパクトエネルギー) | ジュール | 677 | 1017 | 2033 | 4067 | 6779 | 2646 | 3692 | 5193 | |||
| フィートポンド | 500 | 750 | 1500 | 3000 | 5000 | 1951 | 2722 | 3829 | ||||
| kg.m | 70 | 104 | 208 | 415 | 692 | 270 | 377 | 530 | ||||
| 打率 (影響度) | bpm | 500~900 | 400~800 | 350~700 | 350~500 | 300~450 | 350~650 | 350~600 | 300~450 | |||
| 软直径管 (ホース径) | インチ | 1/2 | 1/2 | 3/4 | 1 | 1-1/4 | 1 | 1 | 1 | |||
| 音声分数 (騒音レベル) | dB | 109 | 115 | 114 | 118 | 123 | 114 | 120 | 120 | |||
| 钎杆直径 工具径 | mm | 68 | 75 | 100 | 140 | 155 | 120 | 135 | 150 | |||
| インチ | 2.7 | 3 | 4 | 5.5 | 6.1 | 4.7 | 5.3 | 5.9 | ||||
| 価格 | 米ドル | 1***.00ドル | 1***.00ドル | 2***.00ドル | 4***.00ドル | 6***.00ドル | 4***.00ドル | 4***.00ドル | 6***.00ドル | |||
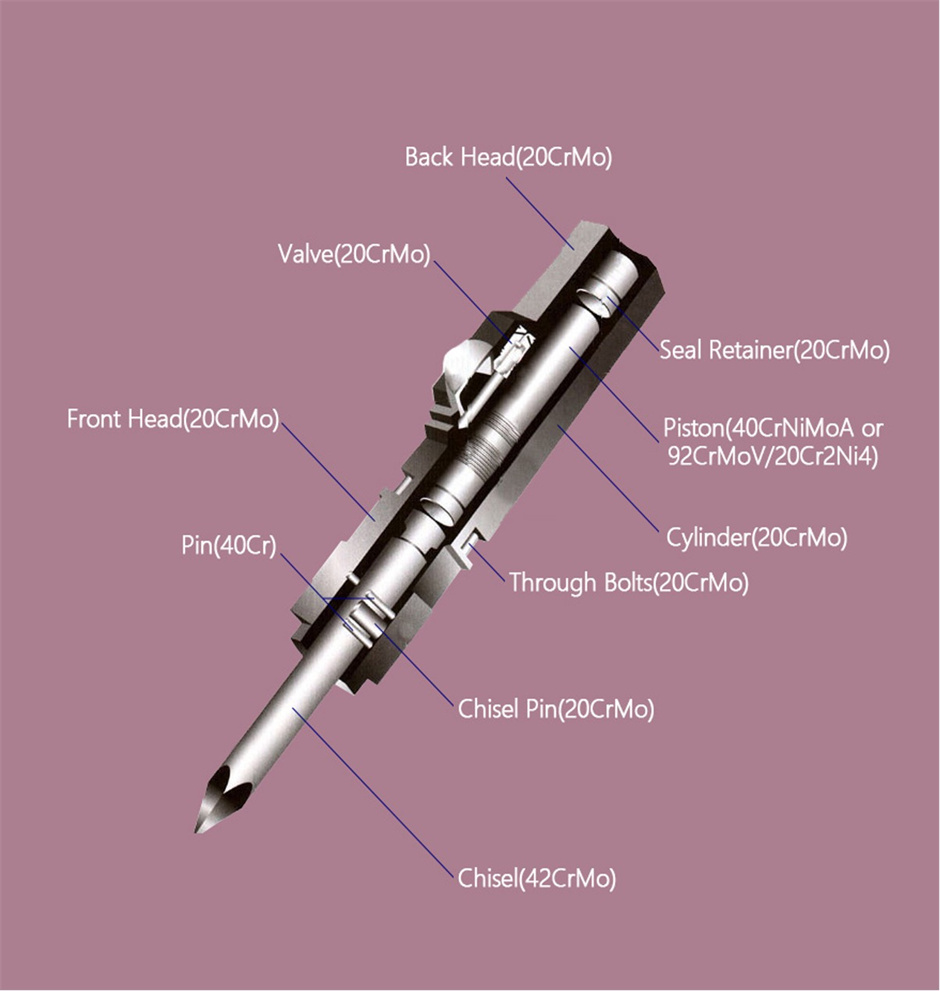
デザイン上の利点

| いいえ。 | アイテム | JXブレーカー | その他のブレーカー |
| 1 | 頭の前部と後部 | 20CrMo | 40Cr |
| 2 | ピストン | 92CrMoバナジウム/20Cr2Ni4 | Gcr15/92CrMoバナジウム |
| 3 | 貫通ボルト | 42CrMo焼戻し | 40Cr/45# 焼き入れなし |
| 4 | サイドボルト | 40Cr黒化焼戻し | 40Cr 焼戻しなし |
| 5 | メインバルブ | 20CrMoフォージ-韓国 | 20CrMo-中国 |
| 6 | シールキット | ノルウェークローネ | 国内共通 |
| 7 | メインバルブの機械加工技術 | 研削 | CNC |
| 8 | メインバルブ穴の加工技術 | 研削 | CNC |
| 9 | オイルチャンネルの加工技術 | CPT Uドリル | 加工センター |
製品展示











アプリケーション


ジューシャンについて
| アクセサリ名 | 保証期間 | 保証範囲 | |
| モーター | 12ヶ月 | シェルのひび割れおよび出力軸の破損は12ヶ月以内であれば無料で交換いたします。オイル漏れが3ヶ月以上続く場合は、補償対象外となります。オイルシールはお客様ご自身でご購入いただく必要があります。 | |
| 偏心鉄組立 | 12ヶ月 | 規定時間通りに潤滑油が充填されておらず、オイルシールの交換時期を超えており、定期的なメンテナンスが不十分であるため、転動体とトラックが固着して腐食した場合は、クレームの対象になりません。 | |
| シェルアセンブリ | 12ヶ月 | 操作方法の不遵守によって生じた損害、および当社の同意なしの補強によって生じた破損は、請求の範囲に含まれません。 12 か月以内に鋼板が割れた場合は、当社が破損部分を交換します。溶接ビードが割れた場合は、お客様自身で溶接してください。溶接ができない場合は、当社が無料で溶接しますが、その他の費用はかかりません。 | |
| ベアリング | 12ヶ月 | 定期的なメンテナンスが不十分であったり、操作が間違っていたり、ギアオイルを必要に応じて補充または交換しなかったりしたことが原因で生じた損害は、請求の範囲に含まれません。 | |
| シリンダーアセンブリ | 12ヶ月 | シリンダーバレルに亀裂が生じた場合、またはシリンダーロッドが破損した場合は、新品部品を無料で交換いたします。3ヶ月以内に発生したオイル漏れは補償対象外となり、オイルシールはお客様ご自身でご用意ください。 | |
| ソレノイドバルブ/スロットル/チェックバルブ/フラッドバルブ | 12ヶ月 | 外部からの衝撃によりコイルが短絡したり、プラスとマイナスの接続が間違っていたりすることは、特許請求の範囲に含まれません。 | |
| 配線ハーネス | 12ヶ月 | 外力による押し出し、引き裂き、焼損、誤った配線接続などにより生じた短絡は、クレーム処理の範囲外となります。 | |
| パイプライン | 6ヶ月 | 不適切なメンテナンス、外力の衝突、リリーフバルブの過度な調整により生じた損害は請求の範囲に含まれません。 | |
| ボルト、フットスイッチ、ハンドル、コネクティングロッド、固定歯、可動歯、ピンシャフトは保証されません。当社のパイプラインを使用しなかったこと、または当社が提供するパイプライン要件を遵守しなかったことに起因する部品の損傷は、クレーム処理の範囲外です。 | |||
1. 掘削機に杭打ち機を取り付ける際は、取り付けとテスト後に掘削機の油圧オイルとフィルターを交換してください。これにより、油圧システムと杭打ち機の各部品がスムーズに作動します。不純物が混入すると油圧システムが損傷し、不具合が発生し、機械の寿命が短くなる可能性があります。**注:** 杭打ち機は掘削機の油圧システムに高い要求を課します。取り付け前に、徹底的に点検と修理を行ってください。
2. 新しい杭打ち機には慣らし運転が必要です。最初の1週間は、半日~1日の作業ごとにギアオイルを交換し、その後は3日ごとに交換してください。つまり、1週間で3回のギアオイル交換となります。その後は、作業時間に基づいて定期的なメンテナンスを実施してください。ギアオイルは200作業時間ごと(ただし、500時間を超えない範囲)に交換してください。この頻度は作業量に応じて調整できます。また、オイル交換のたびにマグネットを清掃してください。**注意:** メンテナンスの間隔は6ヶ月以上あけてください。
3. 内部の磁石は主に油を濾過します。杭打ち作業では摩擦によって鉄粉が発生しますが、磁石はこれらの鉄粉を吸着することで油を清潔に保ち、摩耗を軽減します。磁石の清掃は重要です。作業時間100時間ごとに清掃し、作業量に応じて調整してください。
4. 毎日、始動前に10~15分間、機械を暖機運転してください。機械が停止状態にあると、オイルが底部に溜まります。始動直後は、上部部品の潤滑が不足しています。約30秒後、オイルポンプがオイルを必要な場所に循環させます。これにより、ピストン、ロッド、シャフトなどの部品の摩耗が軽減されます。暖機運転中は、ネジやボルトの点検、または部品へのグリース塗布を行い、潤滑状態を確認してください。
5. 杭打ちの際は、最初は力を控えめにしてください。抵抗が大きいほど、忍耐強く打ち込む必要があります。徐々に杭を打ち込んでください。最初の振動レベルがうまくいけば、2段階目を急ぐ必要はありません。振動レベルは早くなるかもしれませんが、強度が増すほど摩耗が進むことを理解してください。最初のレベルでも2段階目でも、杭の進み具合が遅い場合は、杭を1~2メートル引き抜いてください。杭打ち機と掘削機のパワーを併用することで、杭をより深く打ち込むことができます。
6. 杭打ち後、グリップを離す前に5秒間待ちます。これにより、クランプなどの部品の摩耗を軽減できます。杭打ち後にペダルを離すと、慣性によりすべての部品がしっかりと固定されます。これにより摩耗を軽減できます。グリップを離す最適なタイミングは、杭打ち機の振動が止まった時です。
7. 回転モーターは杭打ち機の設置と撤去に使用します。抵抗やねじれによる杭の位置修正には使用しないでください。抵抗と杭打ち機の振動の複合作用はモーターに過大な負荷をかけ、経年劣化により損傷につながります。
8. モーターを過回転中に逆転させると、モーターに負担がかかり、損傷の原因となります。モーターとその部品への負担を軽減し、寿命を延ばすため、逆転させる際は1~2秒間隔をあけてください。
9. 作業中は、オイルパイプの異常な揺れ、高温、異音など、問題がないか注意してください。何か気づいたら、すぐに作業を中断して確認してください。小さなことが大きな問題を防ぐことに繋がります。
10. 小さな問題を無視すると大きな問題につながります。機器の適切な取り扱いとメンテナンスは、損傷を軽減するだけでなく、コストと遅延も削減します。